美國威士忌_製造篇:以金賓和美格酒廠為例(2/2) (承 上篇)
5. 發酵
完成糖化後的 mash 將泵送到發酵槽進行發酵。不過酵母菌並非直接投入,而是先取出小部分的 mash
放入 dona tub 內,再放入少量酵母菌,如果酵母菌很順利的生長繁殖,便可以將 dona tub 內的液體投
入發酵槽來進行發酵。

(照片一、Dona Tub (左:Jim Beam 右:Maker’s Mark))
這種小心謹慎的作法,源自於酒廠對酵母菌的重視。我們熟悉的麥芽威士忌蒸餾廠,越大的廠越以
「出酒率」為最高指導原則,因此一般都購買已經依據原料、環境、製程調配好的商業酵母來進行
發酵,罕有蒸餾廠擁有自己的培育室(題外話:山崎蒸餾所的酵母實驗室遠近馳名)。但美國威士忌不
同,如果隨便抓個蒸餾者詢問,製程中哪一個單一變數影響新酒的風味最大?十之八九的回答是酵
母菌,也因此越大的酒廠越重視自家的酵母,不僅代代相傳,也申請專利,屬於酒廠的最高機密絕
不外洩。
金賓家族第六代傳人 Booker Noe(目前為第七代 Fred Noe)曾提及他的外祖父,傳奇的James (Jim) Beam
,於禁酒令結束後,以 70 高齡重建酒廠,主要倚靠的就是他放在二樓架子上珍貴的酵母。甚至在建
廠完成開始生產之後,每個周末仍會帶一些酵母菌回家,以避免萬一蒸餾廠發生什麼變故時,仍有
酵母保留下來。
(照片二、Jim Beam 的酵母菌(左)以及 Maker’s Mark 的導覽 Dave 正在喝酵母菌(右))
不過現代經過基因定序,也有了專利保護之後,當然無須如此麻煩,而且發酵過程中,部分雜菌的
生長,譬如乳酸菌,可以增添果味,因此金賓的發酵槽為半密閉不鏽鋼製,美格則為全開放式檜木
製(cypress wood!),與啤酒業者的全密閉式大不相同。我們參觀的時候,兩座酒廠的發酵槽都在強力
運作中,一掀開金賓發酵槽的蓋子,透明的二氧化碳立即湧出,可以看到沿著槽壁向下流動的紋路
,相當奇特。我好奇探頭去聞,二氧化碳氣體猶如子彈般射入我的鼻腔,差點當場暈倒。至於美格
更是開放,擔任導覽的 Dave(凡是 Dave都很厲害)不僅讓我們就著嘴試喝酵母菌(還不難喝),甚至手伸
進發酵槽裡攪啊攪的,吸吮一下手指,再放進槽裡攪動。我稍微沾了些嚐,好酸,歷經三天發酵後
,pH 值確實將降低到 4 以下。
(照片三、Jim Beam 發酵槽流動的二氧化碳)
發酵完成後的懸浮液稱之為 distiller’s beer,不過由於進入蒸餾器前大部分都不加以過濾,因此仍呈糊 狀,有些作者繼續稱為 mash,造成我閱讀上的困擾,搞不清楚到底是發酵前還是發酵後,所以後續 一概以 distiller’s beer 稱之。
6.蒸餾
早期歐洲移民從歐陸移植到美國的蒸餾器十分簡單,如果曾觀看過 Discovery 頻道播出的「私酒大鬥 法」便知道,以銅製圓桶加上一個連接著林恩臂的上蓋,再加上蟲管式冷凝管便完成了。但這種情況於 1930 年 Aeneas Coffey 取得柱式,或連續式蒸餾器的專利後便改觀了,由於產量大,對於當時仍以量為第一,木桶陳年仍在萌芽階段的美國威士忌而言,很快地引入這種設計,開啟了蒸餾現代化的時代。

(照片四、早年的批次式蒸餾器(攝於 Bardstown 鎮上的 Oscar Getz 威士忌博物館))
不過一般的穀物蒸餾廠都擁有兩座連續式蒸餾器,包括「分析器 Analyzer」「精餾器Rectifier」,相
關資訊可參考 Michael Jackson 所著,K 大翻譯的「威士忌全書」。美國威士忌-就以我所知的,包括
金賓、美格、JD-使用的是一座連續式蒸餾器(Beer Still),以及一座 Doubler。Doubler 可能是壺式蒸
餾器的型態,但也可能類似柱式但沒有層板,總之,它是以批次方式來做蒸餾。

(照片五、連續式蒸餾器(左:Jim Beam 右:Maker’s Mark))
有關這兩座蒸餾器的運作方法,美格導覽員花了許多時間說明,其中連續式蒸餾器我用下圖來解釋
:在全長 37 英尺(約 11.2 公尺,4 層樓高)的蒸餾器內,共置有 13 層銅製隔板,每層隔板便是個小型
蒸餾器,上設有 200 個通氣孔,同時也設置讓 distiller’s beer 往下層流的大孔,左右交叉間隔。
Distiller’s beer 從第十三層隔板上方送入蒸餾器,攤流在隔板上,而後從大孔往下流到下一層隔板。蒸
氣從最下層輸入,透過通氣孔將酒精蒸發,並且類似「桌上氣流曲棍球遊戲機台」產生讓 distiller’s
beer 流動的動力。酒精蒸氣從最下層開始濃度逐漸增加,到了頂部第二層,大部分的酒精蒸氣將收
集冷凝成 low wine,小部分更輕的氣體則透過中央小孔壓入最頂層的銅製隔間內,但因無路可去而向
下回流。不過為什麼不取出並捨棄這些較輕的甲醇等氣體,如同穀物蒸餾廠?或許其他酒廠有不同
的設計,未來應該好好探究。
金賓的解說員並未對蒸餾器多做說明,但從提供的參考資料來看,應該和美格大同小異。利用連續
式蒸餾器,金賓得到 125 proof (62.5%)的 low wine,而美格為 120 proof (60%)。
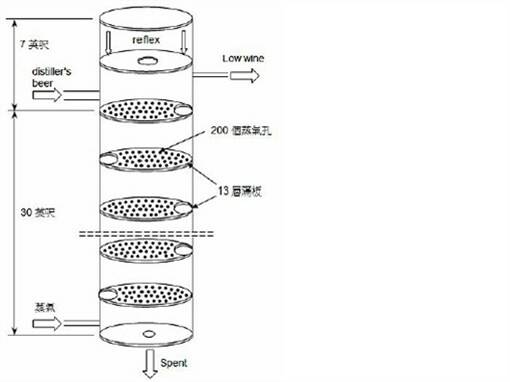
(圖一、Maker’s Mark 的連續式蒸餾器示意圖}
至於 doubler 的運作方式則如下圖所示,其重點是在蒸氣通過的頂部設置一層銅質、類似海綿的吸附
層(copper sponge),稱之為 deminster,用以將酒廠不想要的重脂類分子(heavy oil)吸附濾除。以我的瞭
解,Doubler 並非我們熟悉的壺式蒸餾器,由於進入 doubler的 low wine 酒精度都相當高,但蒸餾出來
的新酒都只提高 10 proof (金賓:125 →135 proof;美格:120 →130 proof),顯然提高酒精度並非其目
的。美格導覽員好有一比,他說連續式蒸餾器就像將牛排切下來,也可以煎來吃,但如果透過
doubler 將一些細微、不要的雜質挑去,便更形完美,簡單說,就是精餾。
但我仍有疑問,使用 doubler 作精餾時,是不是也如同麥芽威士忌的 spirit still 只取部分酒心?金賓導
覽員說有,酒頭酒尾都放回去繼續蒸餾,但現場看不到類似 spirit safe 的構造,或用來分析酒精度的
工具。推測,如果最後精餾出來的新酒須限定其酒精度,則不可能缺少酒精測定工具,這一點應該
請三得利協助幫忙澄清。
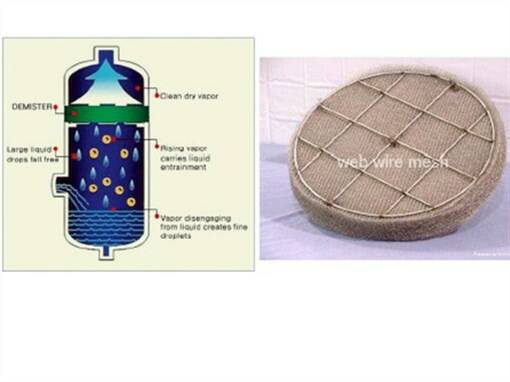
(圖二、Doubler 運作示意圖及 Deminster 示意圖)
另外,如果從連續式蒸餾器不經冷凝,直接以蒸汽形式進入 pot still,由於高熱、高壓的蒸汽衝擊蒸
餾器壁體將造成巨大的聲響,因此這種蒸餾器不叫 doubler,而暱稱為thumper。目前只有 2 間波本蒸
餾廠使用,其中之一為 Heaven Hill,另一間不明。

(照片六、Maker’s Mark 使用的 low wine 收集槽(左)和 Doubler(右))
最讓我訝異的是,金賓是全美最大的波本威士忌酒廠(如果將田納西威士忌排除在外),年產量約 600 萬箱(每箱 9 公升,因此超過 2200 萬公升純酒精),在我們參觀的 Claremont廠內只有一組蒸餾器,但 是蒸餾出來的 low wine 和 high wine 卻有如瀑布一般嘩啦嘩啦的流個不停,反觀規模小很多的美格卻 有三組蒸餾器。我們在金賓沒仔細看,不過導覽員並未特意指出doubler蒸餾器,大概不認為會有人 感興趣吧?美格則在我們要求下走下樓梯、匆匆一瞥,導覽員還特別說因為有危險性,一般是不會 讓人參觀的,我們靠著惡勢力也算開了眼界(一笑)。

(照片七、Jim Beam 廠內奔流不絕的 low wine 和 high wine)
7.陳年與倉儲管理
有關波本橡木桶的製造,以及為什麼法規規定必須使用 new charred oak,我將另外寫文章來敘述,這 裡只單獨講陳年。
就我有限的美國經驗裡,Bardstown-這座曾被票選為”Most Beautiful Small Town in America”的小鎮, 也是 Bourbon Capital of the World-臨郊,最有趣的地景是一座座散落在草坪上,如同積木一般的白色 鋼構建築,那是屬於 Heaven Hill 蒸餾廠的倉庫。換到金賓廠內則似乎更為巨大,和蘇格蘭所見的風 景完全不同,當然也就反映了對於倉儲陳年的管理方式。

(照片八、Jim Beam 的鋼構酒窖倉庫)
我們熟悉的橡木桶堆疊方式包括棧板式(palletised)和疊放式(dunnage),棧板式需要機械搬運,須保留
通道空間,疊放式則取桶不方便,且容易擠壓最下層的木桶而造成漏酒。有鑑於此,1879 年
Frederick Stitzel 發明了以三層木軌來安放橡木桶的方式,並獲得專利,從此沿用至今,只是規模更大
。就以下圖為例,三層木軌為一層樓,共計 9 層樓,因為高,所以上下溫差大而造成煙囪效應,冷
空氣從下方進入,熱空氣上升,肯塔基州夏季均溫 25°C、冬季 0°C 的溫差也幫了忙,但一切全憑自
然而不作人工控制。
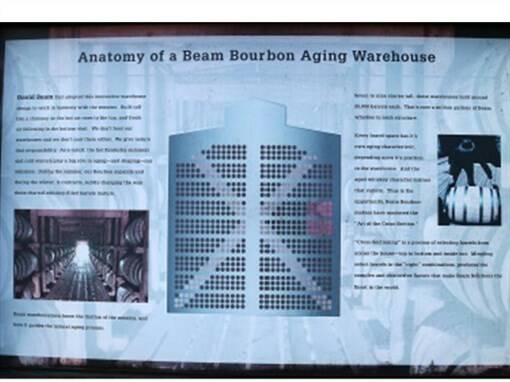
(照片九、Jim Beam 的酒窖管理說明)
每座倉庫大概存放 2 萬個橡木桶,在中央部位的橡木桶較不受環境氣候干擾,稱之為sweet barrel,而
上下左右的橡木桶則根據熟陳情況作 X 形交換,單憑想像便是個極大的工程。這套系統早在 Jim
Beam 的父親 David Beam 的年代(十九世紀後期)便已確立,我們從底層仰望,高聳的橡木桶叢林實在
驚人。但美格的效果就沒那麼大了,同樣是以木軌方式放置,但只有 4 層樓,所以仰望便可以見頂
。

(照片十、從底層仰望 Jim Beam 酒窖內的橡木桶) 
(照片十一、Maker’s Mark 酒窖內仰望)
透過這種倉儲管理方式,可以讓新酒快速熟陳,也因此無法像蘇格蘭一樣可以長時間的陳年。從橡木桶熟陳的機制來看,得以加速排除與賦予作用,但是少了需要長時間的互制影響,便如同台灣威士忌的先天限制,殊為可惜。市場上赫赫有名的 Pappy Van Winkle’s 23yo (Buffalo Trace ),每年僅裝出約 7000 瓶,必須登記抽籤才能購買,每瓶建議售價 250 美元,但轉售價則超過 2700 美元,這種熱烈情況有沒有讓我們聯想到什麼?去年在 eBay 網站甚至標售空瓶,而且以 300 美元標出,真是不可思議!這支酒我們在Garage Bar 喝了,與 15yo、20yo 並列比較,大家普遍的評價都是緊皺著眉頭,所以,切記,美國威士忌真的無法、也不該陳年過久。Heaven Hill 另外有一支更驚人的 Rittenhouse Rye 25yo,據說市場售價已超過 3000 美元,不過因為沒喝過而不作評論。
以上將波本威士忌的製程全述講述一遍,至於田納西威士忌,製程上最大差別只有在新酒入桶前先
以糖楓木炭進行過濾,此稱 Lincoln County Process,其餘則大同小異,譬如 Jack Daniel’s,使用 20%的sour mash(這一點大方標示在酒標上)、擁有自己的酵母菌、也同樣使用連續式蒸餾器與 doubler,因此 便不多加贅述了。不過波本威士忌與田納西威士忌業者一般都不把對方歸類為自己的那一塊,雖說井水不犯河水,但由於法規中並未針對「田納西威士忌」作定義,可根據的僅有相關貿易協定,譬如「北美自由貿易協定 North American Free Trade Agreement」便明確提到 Tennessee Whiskey 為 straight Bourbon Whiskey:
“Annex 313: Distinctive Products:1. Canada and Mexico shall recognize Bourbon Whiskey and Tennessee Whiskey, which is a straight Bourbon Whiskey authorized to be produced only in the State of Tennessee, as distinctive products of the United States. ”
這一點大家心知肚明就好。
感謝三得利的惠萍提供錄音檔,讓我能夠重複去刷新自己靠不住的記憶,也注意到導覽員的微言大義,幫助相當大。只不過為了應證現地觀察心得,不斷在書籍、網路上翻找資料時,也讀到些不一致的差異,而且美國威士忌酒廠眾多,每間酒廠又有各式各樣的品牌,一時之間真的不好消化,只能盡可能的各方查證,因此若有缺漏,還請各方指正。